
联系我们

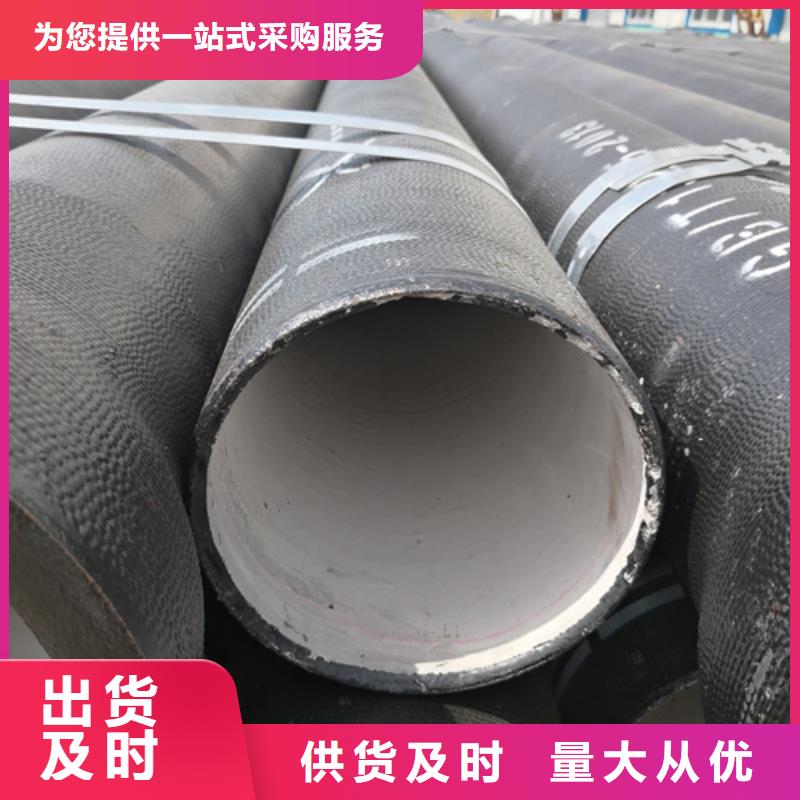
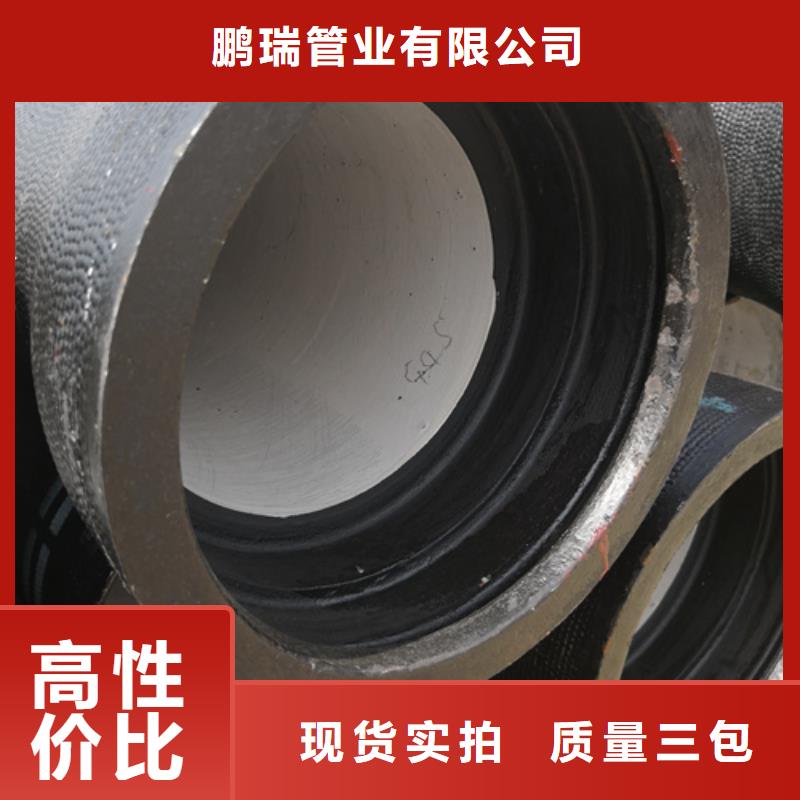
买{鹏瑞}供应批发供水DN250球墨铸铁管-好评
发布时间:2024-05-19 22:54:33 公司名称:[玉林]鹏瑞管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 88/米 |
| 发货期限 | 1天内 |
| 供货总量 | 999999 |
| 运费说明 | 电议最低 |
| 最小起订 | 1支 |
| 质量等级 | 合格品 |
| 是否厂家 | 厂家 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鹏瑞 |
| 产品规格 | DN100-2600 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | DN100-2600 |
| 可售卖地 | 全国发货 |
| 产品重量 | 吨 |
| 产品颜色 | 黑色等 |
| 质保时间 | 1年 |
| 适用领域 | 市政工地供水排水等 |
| 是否进口 | 否 |
| 质量认证 | 国标 |




型内球化是在浇道内设一反应室,铁液边流过边发生球化反应。型内球化劳动条件好,氧化损失少,Mg吸收率高达80%,克服了球化衰退与孕育衰退,提高了球铁性能。型内球化对铁液硫量要求严格,铸件的工艺出品率低。七十年代国内曾有应用,现已不见于生产。4. 孕育孕育是提升铸铁质量的重要环节。经过十多年的努力,我国孕育剂基本实现了系列化和商品化。时下,国内孕育剂主要是硅系和碳硅系。硅系孕育剂熔点低,适合于碳高碳低,硫高硫低的各种铁液,应用广。特殊硅铁的孕育作用强,用量少,引起铁液化学成分的波动小,铸铁质量稳定。覆盖面大的首推FeSi-Ba-Ca,它明显增加共晶团数,抑制灰铁中的D、E型石墨而促进A型石墨的形成,提高球化级别,Ba,尤其是Ba、Ca共存时,抗衰退性好。FeSi-Sr是薄壁发动机零件适用的孕育剂,有很优秀的防白口能力,而不明显增加共晶团数,因此可根除因缩松而招致渗漏的弊病。球铁生产中,由于Ce的存在,Sr的孕育效果受到削弱。含Zr硅铁有类似于含Ba硅铁的作用,而表现得较弱。但Zr有除气功能和微合金化作用,对铸铁的力学性能起稳定作用。含Zr硅铁的熔点高,故常Zr-Mn共存,以降低其熔点。山东鹏瑞管业有限公司球墨铸铁管
<玉林>鹏瑞管业有限公司 玉林供应批发供水DN250球墨铸铁管-好评
球墨铸铁管件母体端部设有承接宽口或法兰盘,其特征在于:管件母体的内壁设有厚度为1500—2400微米的聚氯乙烯或聚乙烯内衬涂层,聚氯乙烯或聚乙烯内衬涂层对应承接宽口的一端位于承接宽口的内边界处,或法兰盘外侧面也设有聚氯乙烯或聚乙烯内衬涂层且与管件母体内壁的内衬涂层连续过渡。用于与CN7U公开的球墨铸铁管配套使用,符合饮用水标准,内衬层不易脱落,保证与管材的密封效果,增强耐腐蚀性和抗冲击性,提高安装效率。 1、由于球墨铸铁管件母体内壁设有厚度为1500—2400微米的聚氯乙烯或聚乙烯内衬涂层,则与CN7U公开的球墨铸铁管配合,实现管路内表面光洁度高,管路内径空间放大,在同等用水量的基础上降低铺设管径,实现投入成本的降低,同时有效的解决了传统球墨铸铁管管件不易附着衬层、养生时间过长且受地域环境影响的问题,克服了附着力不强、衬层易脱落及衬层脱落造成管线及计量表的堵塞的缺陷。 2、为了适应管件的结构和使用环境,内衬涂层厚度设为1500—2400微米,超过了CN7U公开的球墨铸铁管件内聚氯乙烯或聚乙烯内衬涂层的厚度,以此增强了管件的耐腐蚀性和抗冲击性。 3、由于内衬涂层对应承接宽口的一端位于承接宽口的内边界处,留出了承接宽口内放置密封胶圈的空间,保证了管件连接的密封性。 4、由于法兰盘外侧面也设有聚氯乙烯或聚乙烯内衬涂层且与球墨铸铁管件母体内壁的内衬涂层连续过渡,替代了在法兰管件连接过程中在其侧面放置的密封垫,在保证了密封效果的情况下,简化了安装步骤,节省了安装时间,同时聚氯乙烯或聚乙烯内衬涂层的耐腐蚀性能加强了密封效果,达到了双层保护的目的。
 <玉林>鹏瑞管业有限公司
<玉林>鹏瑞管业有限公司
鹏瑞球墨铸铁管随着凝固温度范围的变窄,合金的热裂倾向变小,恒温凝固的共晶成分的合金不容易形成热裂。热裂形成于铸件凝固时期,但并不意味着铸件凝固时必然产生热裂。主要取决于铸件凝固时期的热应力和收缩应力。铸件凝固区域固相晶粒骨架中的热应力,易使铸件产生热裂或皮下热裂;外部阻碍因素造成的收缩应力,则是铸件产生热裂的主要条件。处于凝固状态的铸件外壳,其线收缩受到砂芯、型砂、铸件表面同砂型表面摩擦力等外部因素阻碍,外壳中就会有收缩应力(拉应力),铸件热节,特别是热节处尖角所形成的外壳较薄,就成为收缩应力集中的地方,铸件容易在这些地方产生热裂。热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框、肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫、磷含量高;铸件开箱落砂过早,冷却过快。